

-
關(guān)于摩西
-
行業(yè)應(yīng)用
-
-
-
聯(lián)系我們

解決方案
SOLUTION
詳細(xì)信息

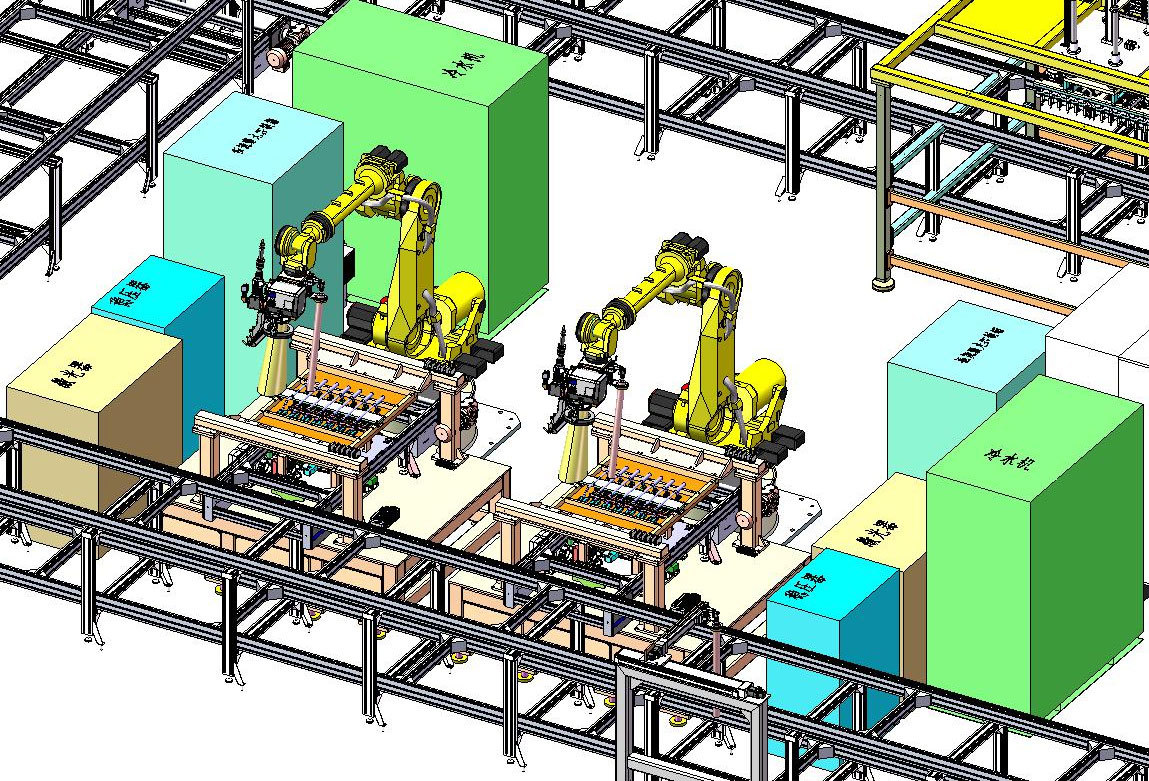
PACK作為新能源鋰電動(dòng)力電池系統(tǒng)生產(chǎn)、設(shè)計(jì)和應(yīng)用的關(guān)鍵步驟,是連接上游電芯生產(chǎn)與下游整車運(yùn)用的核心環(huán)節(jié)。而PACK生產(chǎn)線則一直存在高度定制化、整線高節(jié)拍、高安全高穩(wěn)定等需求難點(diǎn)。摩西模組PACK線解決方案區(qū)別于傳統(tǒng)的裝配工藝及生產(chǎn)方式,以模塊化、柔性化設(shè)計(jì)、激光應(yīng)用技術(shù)、視覺(jué)檢測(cè)等行業(yè)領(lǐng)先技術(shù),提升模組PACK制造工藝,從核心工藝到整線集成,為模組PACK賦予了更多可能。
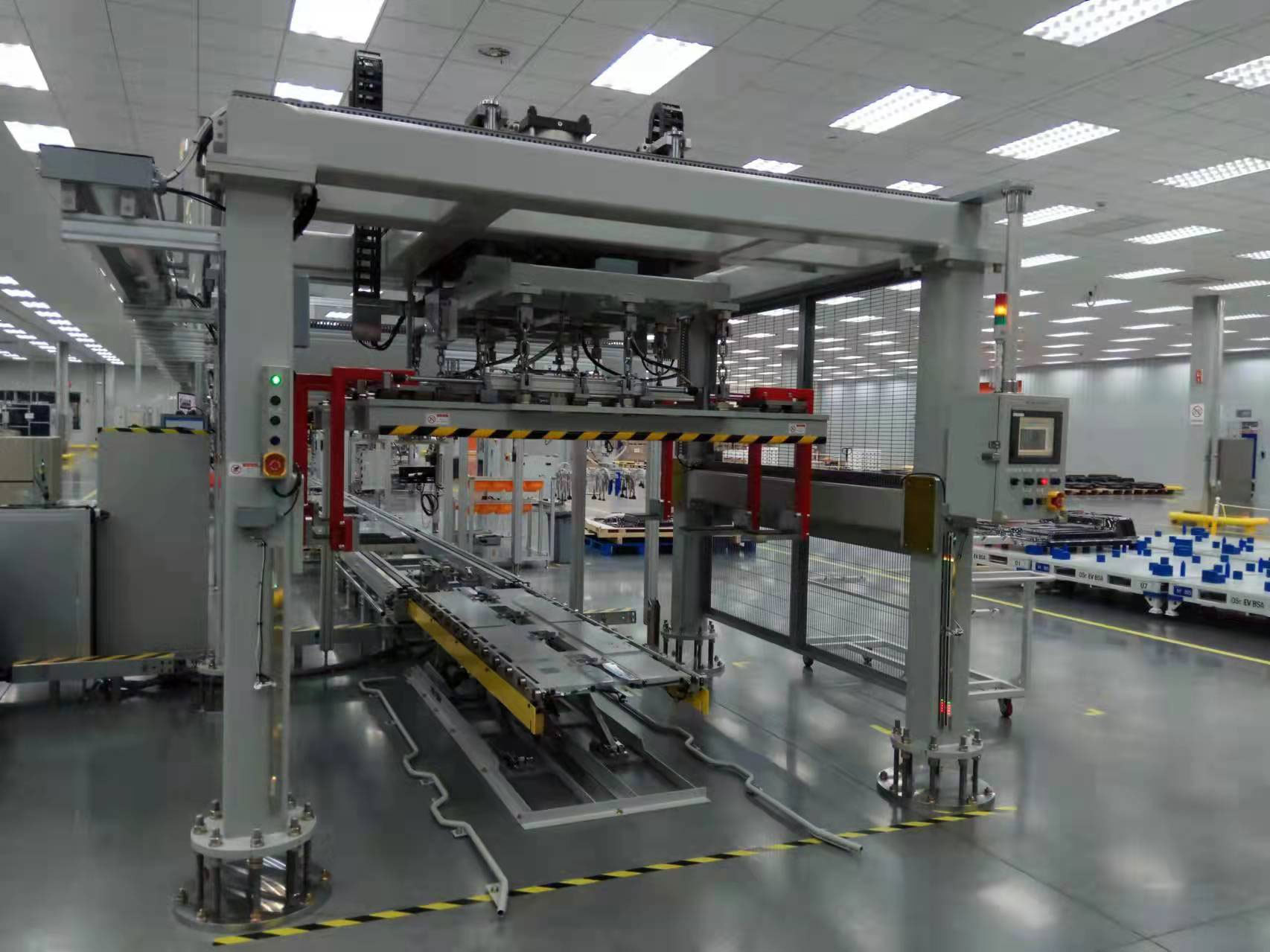
產(chǎn)品介紹:CTP/MTP PACK裝配線
適用領(lǐng)域:方殼電池、圓柱電池、軟包電池
主要工藝:
底殼上線:AGV輸送到位后KBK人工上線
清洗:極柱激光清洗
涂膠:三軸機(jī)械手底殼自動(dòng)涂膠及檢測(cè)
入箱:模組自動(dòng)入箱
整形:模組入箱后整形
激光焊接:極柱激光焊接
螺栓擰緊:包含自動(dòng)擰緊工位及人工擰緊工位
腔體試漏等:
技術(shù)亮點(diǎn):通過(guò)采用AGV物流自動(dòng)輸送,柔性化高,兼容性強(qiáng),同時(shí)通過(guò)工位的串聯(lián)、并聯(lián)實(shí)現(xiàn)60JPH的高產(chǎn)能,模組入箱要實(shí)現(xiàn)過(guò)盈配合,對(duì)壓力,位置精度,產(chǎn)品保護(hù)都有較高要求
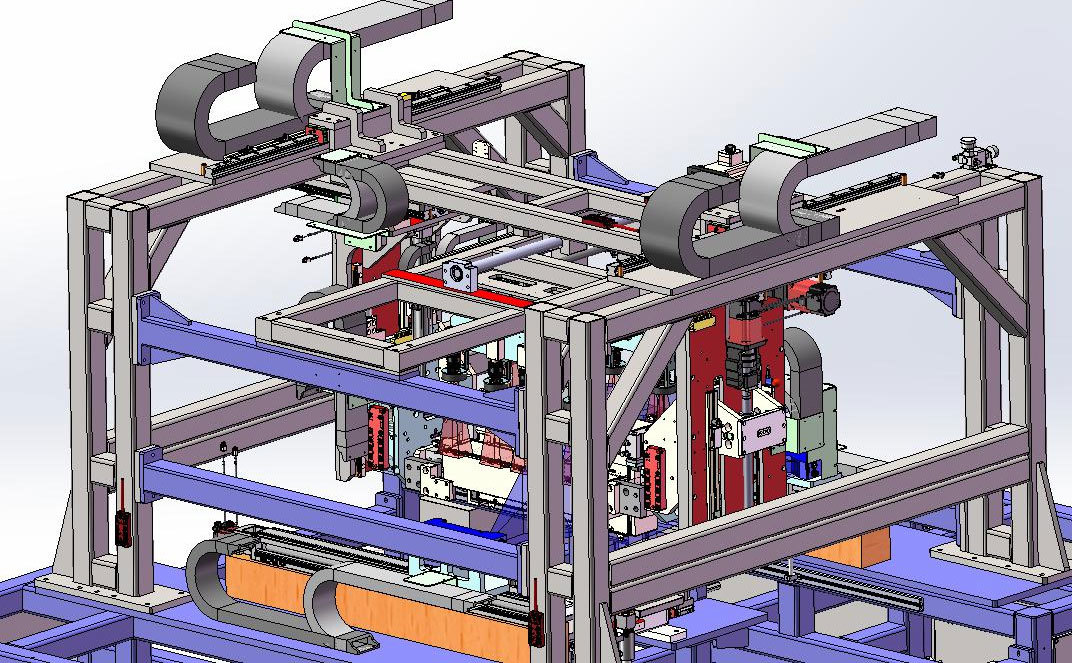
螺栓自動(dòng)擰緊
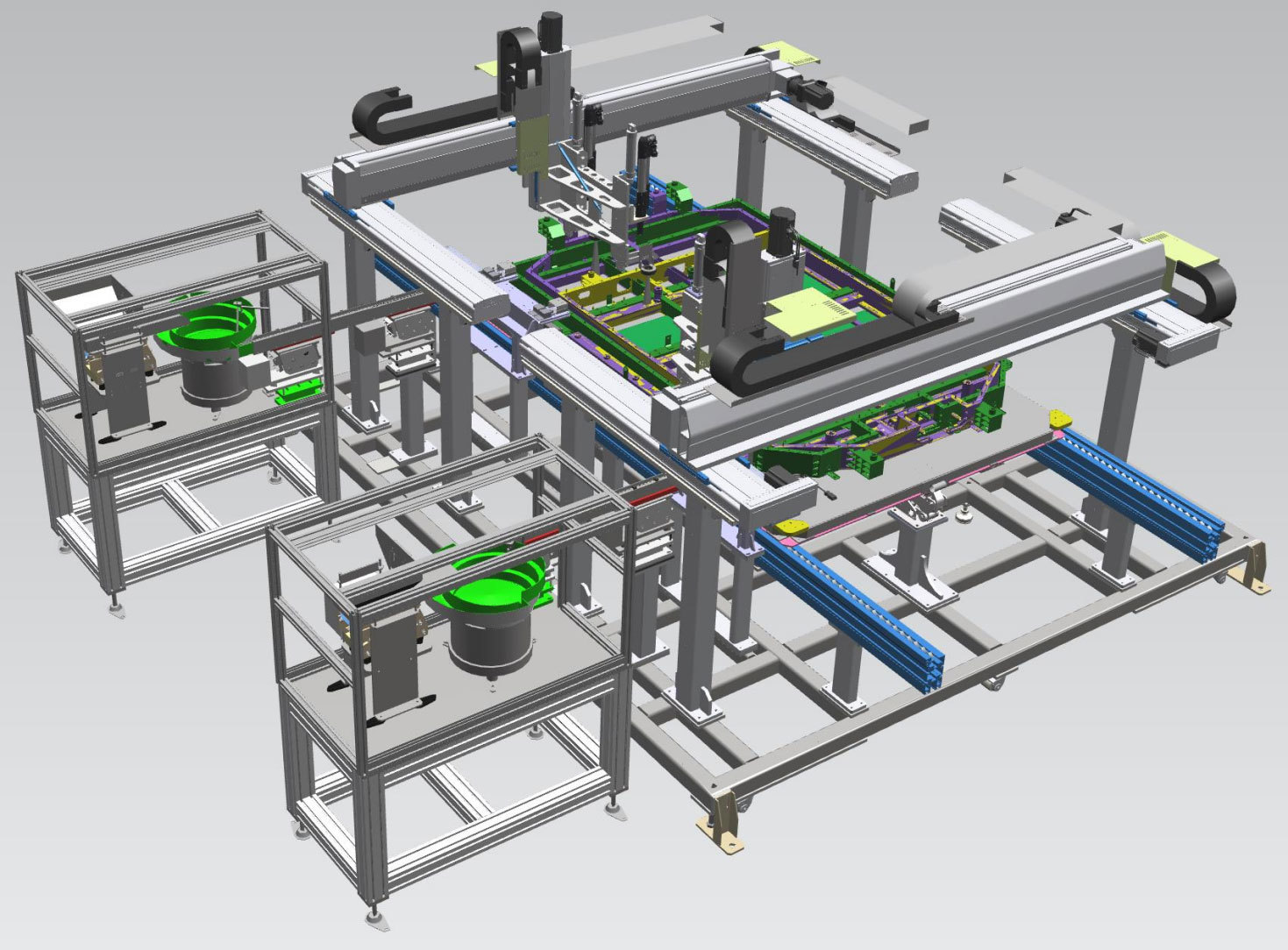
■螺栓自動(dòng)擰緊
■采用振動(dòng)盤自動(dòng)供料,桁架機(jī)械手帶動(dòng)擰緊頭實(shí)現(xiàn)多位置擰緊
■主要構(gòu)成:振動(dòng)盤、桁架移動(dòng)機(jī)構(gòu)、擰緊機(jī)構(gòu)
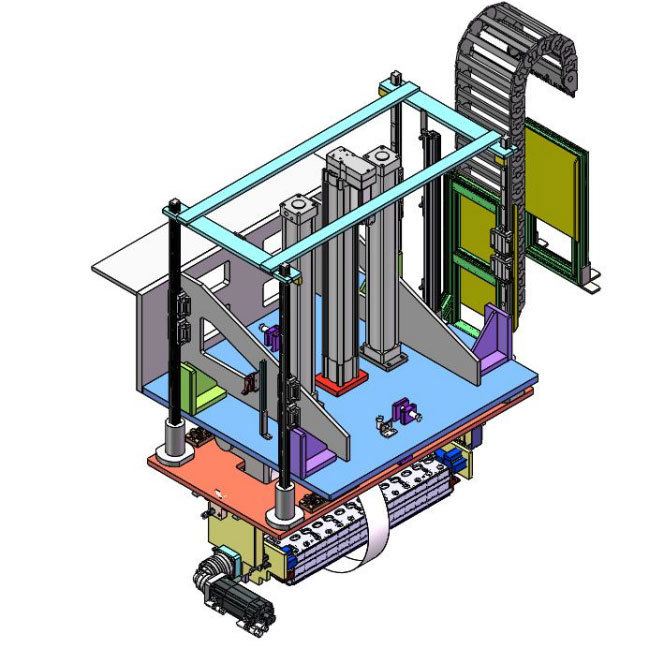
涂導(dǎo)熱膠
■柱塞泵將A、B組分膠壓入混合泵、再由齒輪泵抽取至膠槍,涂敷至底座殼體內(nèi)部。機(jī)械手集成膠形檢測(cè)功能(相機(jī))
■主要構(gòu)成:6軸機(jī)器人、混合泵、齒輪泵、膠槍。
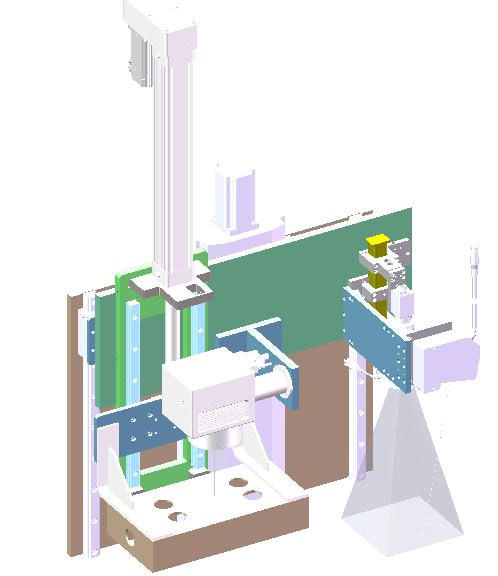
極柱尋址,激光清洗
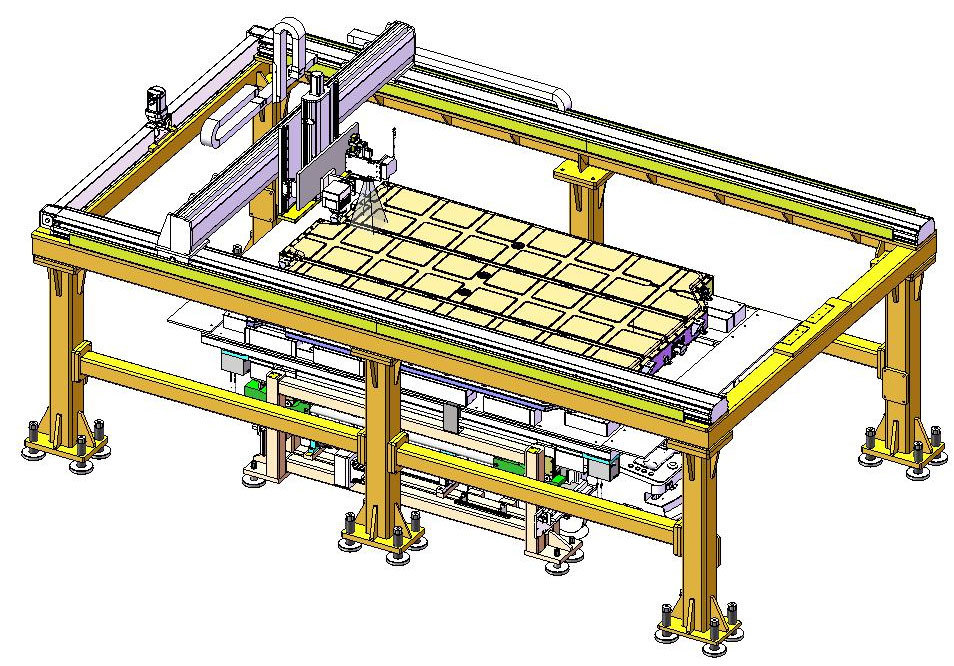
■極柱尋址與激光清洗同步進(jìn)行。前端尋址,后端清洗。
■配置伺服三軸系統(tǒng),完美覆蓋整個(gè)模組表面。
■配置專用除塵設(shè)備,防止二次污染。
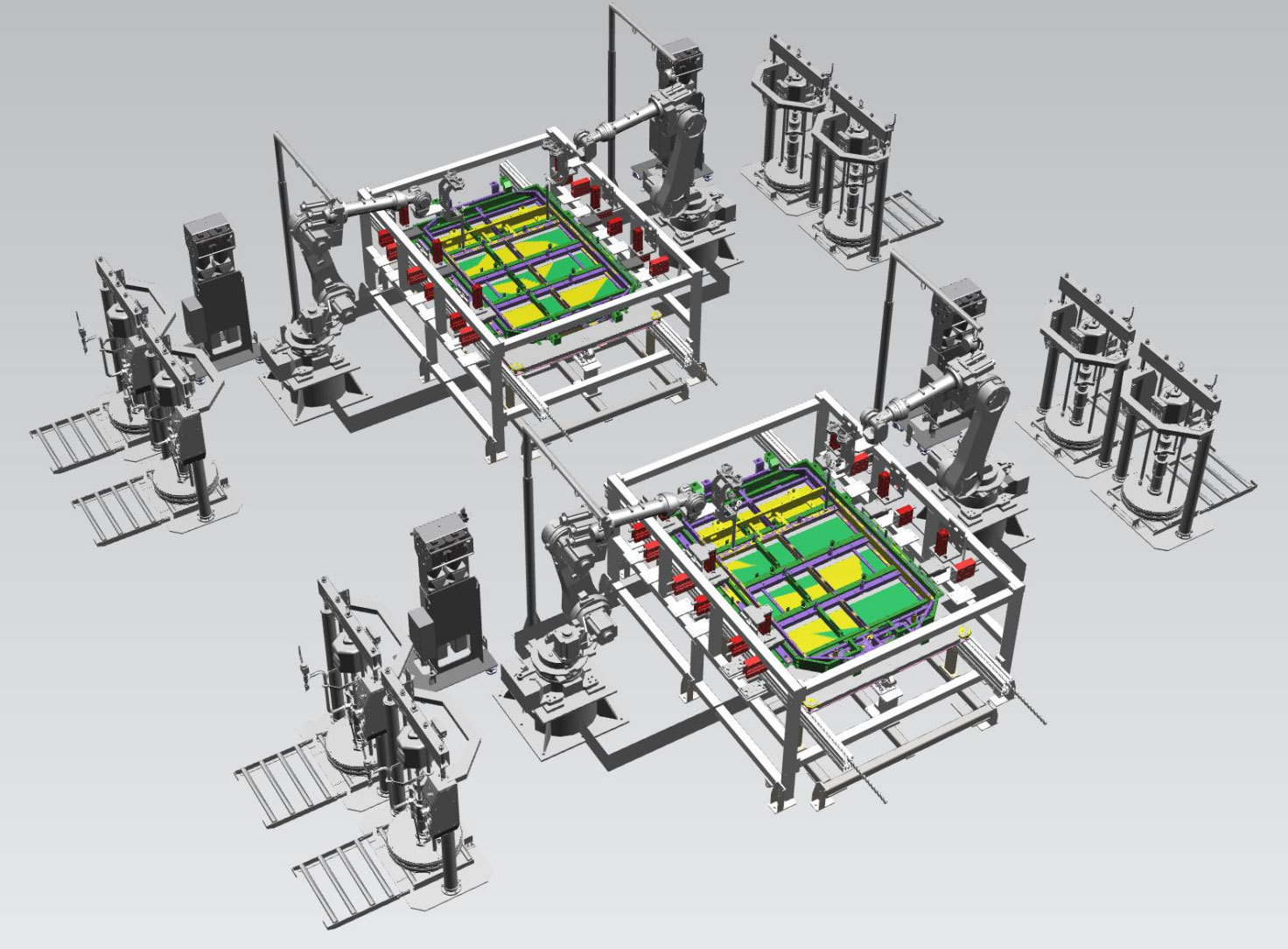
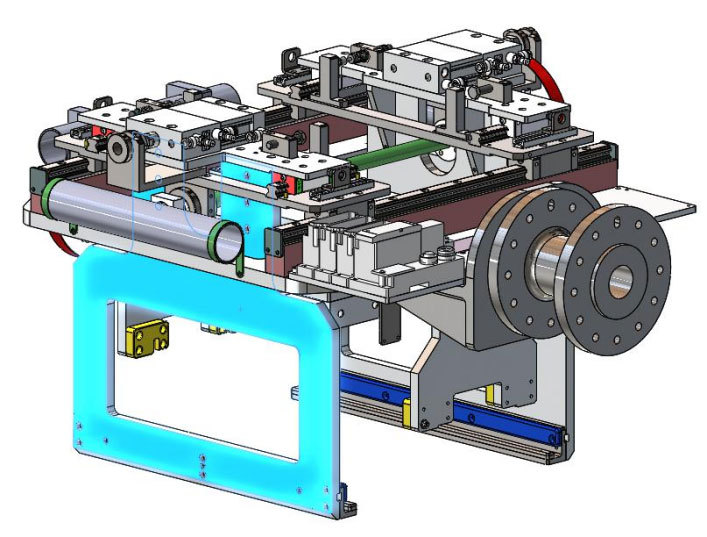
匯流板焊接
■本工位用于機(jī)器人對(duì)匯流排及鎳片進(jìn)行激光焊接;
■焊接前通過(guò)伺服單元帶動(dòng)相機(jī)和測(cè)距傳感器對(duì)模組的mark點(diǎn)進(jìn)行拍照定位。
■焊接過(guò)程中對(duì)焊接口進(jìn)行吹惰性氣體和吸塵。
■夾爪上配置風(fēng)刀,防止損傷激光頭
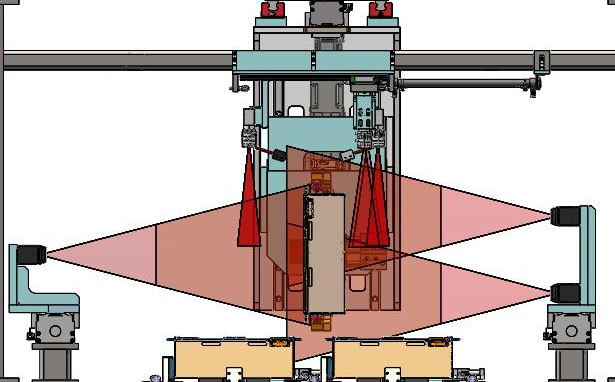
PIN針間距檢測(cè),外觀檢測(cè),稱重檢測(cè)
■采用2D相機(jī)+3D相機(jī)+伺服變位機(jī)構(gòu),對(duì)整個(gè)模組外觀進(jìn)行檢測(cè)。
■稱重檢測(cè)放置于機(jī)架底部。
極柱清洗伺服夾具
焊后清洗伺服夾具
檢測(cè)伺服裝置
轉(zhuǎn)運(yùn)機(jī)器人夾具
PACK作為新能源鋰電動(dòng)力電池系統(tǒng)生產(chǎn)、設(shè)計(jì)和應(yīng)用的關(guān)鍵步驟,是連接上游電芯生產(chǎn)與下游整車運(yùn)用的核心環(huán)節(jié)。而PACK生產(chǎn)線則一直存在高度定制化、整線高節(jié)拍、高安全高穩(wěn)定等需求難點(diǎn)。摩西模組PACK線解決方案區(qū)別于傳統(tǒng)的裝配工藝及生產(chǎn)方式,以模塊化、柔性化設(shè)計(jì)、激光應(yīng)用技術(shù)、視覺(jué)檢測(cè)等行業(yè)領(lǐng)先技術(shù),提升模組PACK制造工藝,從核心工藝到整線集成,為模組PACK賦予了更多可能。
上一條
下一條
上一條
下一條
其它方案
我要咨詢
您好!
感謝您訪問(wèn)摩西智能官方網(wǎng)站,如有合作意向或建議,請(qǐng)通過(guò)一下方式聯(lián)系我們,我們會(huì)盡快與您聯(lián)系,謝謝!
售后服務(wù):400-1570-886
商務(wù)合作:023-67191932
簡(jiǎn)歷投遞:[email protected]
商務(wù)合作及售后服務(wù):[email protected]
加入供應(yīng)商體系:[email protected]
地址:重慶市渝北區(qū)朗月路6號(hào)(導(dǎo)航:摩西智能工業(yè)股份有限公司)
手機(jī)版
官方公眾號(hào)
釘釘企業(yè)主頁(yè)
©? 2022 摩西智能工業(yè)股份有限公司 頁(yè)面版權(quán)所有 網(wǎng)站建設(shè):中企動(dòng)力重慶 seo標(biāo)簽  渝公網(wǎng)安備50011202503039號(hào) 營(yíng)業(yè)執(zhí)照
渝公網(wǎng)安備50011202503039號(hào) 營(yíng)業(yè)執(zhí)照
©? 2022 摩西智能工業(yè)股份有限公司 頁(yè)面版權(quán)所有
網(wǎng)站建設(shè):中企動(dòng)力重慶 seo標(biāo)簽
- 售后服務(wù) 400-1570-886
- 售后服務(wù)
- 商務(wù)合作 023-67191932
- 商務(wù)合作
- 郵箱
- 在線留言
- 返回頂部